
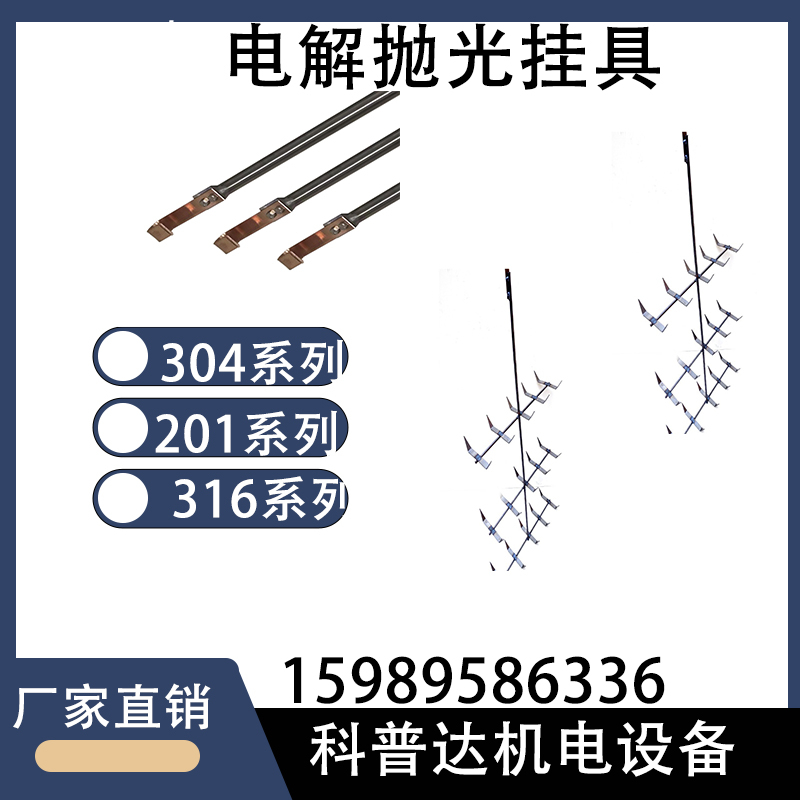
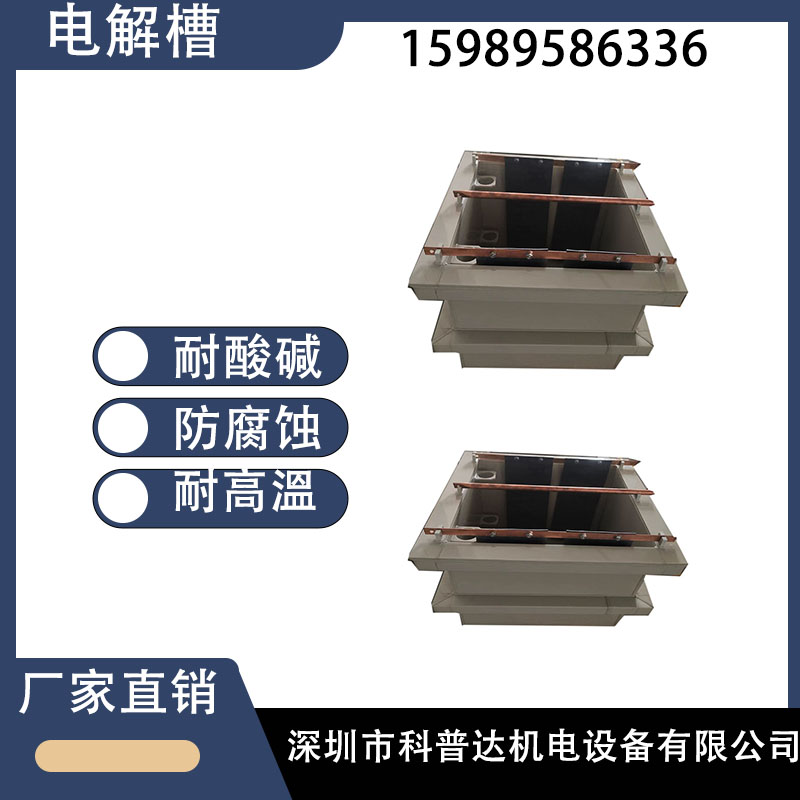
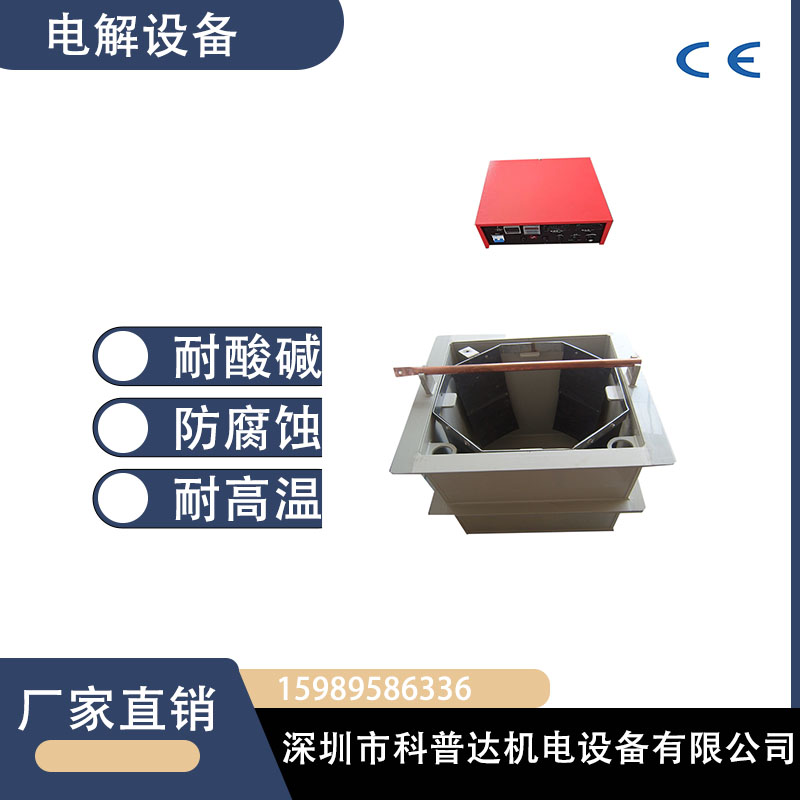
电解抛光设备
文章出处: 人气:
发表时间:2017-07-21 15:26
主要用途: 本品主要用于首饰、链条及吊坠等饰品类的白亮抛光。不锈钢五金制品,餐饮工具,汽车配件,五金磨具,航天航空配件,铸造件抛光等。质感油腻、外观有镀铬的光泽。适合各类SUS300(304、316等)奥氏体不锈钢材料的电解抛光。 特性与优点: 1.专业为首饰、链条及吊坠等饰品类制品的电解而研制,满足各类饰品抛光后外观白亮、手感油腻的特殊需求; 2.与传统配方相比,本品导电性强、电流分布均匀性优异。能够满足链条批量电解100~500m的连续抛光不会产生漏抛、阴阳面等现象。 3.环保配方、绝不含铬酸、无毒环保,大大节约环保废水处理投资。 4.与同行同类产品相比,本产品使用稳定、寿命较长,维护管理十分简便。 应用范围: 1.本品适合所有首饰、链条及吊坠等饰品类的白亮抛光,以及外观要求白亮和光滑度要求较高的其它不锈钢产品的电解抛光。 使用方法: 1.初次使用本品者请详读物质安全数据MSDS说明,无经验者在我司专业技术人员指引下使用,小批量试作合格再批生产。 2.本品为原液使用,使用前请勿往本品加水稀释。 3.加热电解液至50-60℃,把铅板挂在阴极,将待处理工件用用适宜的挂具挂紧固定在阳极且保持工件与阴极相对,然后调整电压在5~9伏左右,抛光3~5min后取出工件,及时用清水漂洗干净,完成电解抛光工艺。若长时间使用,电解液中会有大量金属离子溶入而增大液体的浓度,往往工件上有大量污垢电解后残留在工件表面难以清除,这种情况我们建议电解后采用10%HNO3或10%硫酸溶液时间1~3min进行脱膜出光处理,经过处理后的工件易于漂洗无残留而且光泽度更强更持久。 常规工艺流程: 脱脂---漂水---酸洗---漂水---电解抛光---漂水---脱膜出光(10%HNO3或10%硫酸溶液)---漂水---中和---漂水---过纯水---烘干包装

同类文章排行
- 珍爱智商,远离“区块链”
- 为什么互联网产品越来越难做了?
- 国产顶级“二次元”IP:三国
- 定制高频开关电源哪家好
- AI在内容分发上的绊脚石
- 王健林又悄悄卖了几家万达广场!保险、信托接
- 智能音箱,正走在智能手表的老路上
- 在人工智能炒热机器人时,也被人把风带进了教
- 天津电泳电源厂家直销
- 刮着大风的人工智能,躺着赚钱的自动驾驶 | 虎
